服務熱線:
15295369462

電 話:15295369462
手 機:18021899448
郵 編:224125
網 址:www.qixuntuozhan.com
地 址:江蘇鹽城市大豐區西團鎮眾心村五組

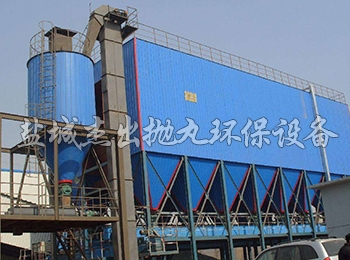
網帶輸送機廠適合用于小型鑄件、鍛件、沖壓件、齒輪、彈簧等件的清砂、除銹、去除氧化皮和表面強化,特別適用于不怕碰撞的零件的清理及強化。應用范圍廣,主要有鑄造廠、自行車零件廠、汽車配件廠、摩托車配件廠、色金屬壓鑄件廠等凡各種金屬鑄件表面粘砂清理、色金屬零件的表面除銹、沖壓件表面和毛邊的倒鈍、鍛件和毛刺熱處理工件的表面處理以及彈簧表面氧化皮清除和表面的粒細化等均可通過該系列設備的拋丸強化工藝來實現。經拋丸處理后的工件可獲得很好的材料本色,也可成為金屬零件表面發黑、發藍、鈍化等工藝的前道工序,同時又可為電鍍、油漆涂飾提供良好的基面。網帶輸送機廠拋丸處理后可減少拉應力,同時使表面晶粒細化,從而使工件表面強化,增加其使用壽命。

1.網帶輸送機廠采用內壁專用拋丸器,拋丸量大、拋丸效率高、葉片更換便捷、維系方便。液壓馬達驅動,彈丸拋射速度可在75~85米/秒范圍內調節2.采用BE型滿幕簾流幕式丸渣分離器,大大提高了分離質量、分離效率及彈丸質量,減少了對拋丸器葉片的磨損3.采用扶正器結構,以確保拋射機構在工件內行走自如4.采用雙密封室結構,確保彈丸,粉塵的密封以及彈丸的循環回收5.網帶輸送機廠該機拋丸器的行走速度可通過變頻器無極調速。6.整機采用PLC控制,彈丸循環系統各運動部件均設有轉速檢測裝置,可有效防止堵料現象的發生,自動化程度高。

(1)網帶輸送機廠噴砂設備在噴砂時噴槍行走速度不穩定。噴槍的行走速度較慢時與行走速度較快時,在單位時間之內兩者噴出的砂是相同的,但砂的分布面積前者較小,而后較大,由于同樣多的砂子分布在不同面積表面,必然會出現稠密不- -的現象。(2)網帶輸送機廠在運行過程中氣壓不穩定。當-空氣壓縮機用于多個噴槍時,氣壓較難穩定,氣壓高時吸入與噴出的砂子多,氣壓低時則相反,即砂子的吸入量與噴出量就少。砂子噴出量多,噴出的砂面必然會顯得稠密,而砂子噴出量少時,砂面必然會稀疏。(3)噴槍口距制件表面近遠相差過:大。噴槍槍口離制件表面近時,噴的范圍雖小,但比較集中,顯得稠密。噴槍槍口離制件表面遠時,噴出的砂雖仍是那么多,但所噴的面積擴大了,這時會顯得稀疏。
網帶輸送機廠拋丸工藝與噴砂工藝的根本區別是拋射,而不是噴射,拋射的不是砂,而是鋼丸。鋼丸直徑遠大于噴砂直徑。他的原理是根據具體要求將不同粒徑的鋼丸高速射到板材表面,沖擊力巨大的鋼丸迅速把板材板材表面剝蝕成立體感很強的表層。用這種方法加工出來的產品,不但質量穩定,外表美觀沒有盲區,而且加工速度快,成本低。在歐美發達國家,拋丸處理是一種早已開始應用的拋丸表面處理方法。世界上第一臺拋丸設備誕生于100年前,開始是在各種金屬金屬或非金屬表面去除雜質氧化皮,增加粗糙度等方面得到應用。隨著世界上第一臺水平移動式拋丸設備在美國佰萊泰克(BLASTRAC)誕生,網帶輸送機廠其應用領域迅速擴展到混凝土表面涂裝處理和船舶甲板金屬表面處理上,并且直接引導了該行業的標準制訂和行業施工方法的規范.