服務熱線:
15295369462

電 話:15295369462
手 機:18021899448
郵 編:224125
網 址:www.qixuntuozhan.com
地 址:江蘇鹽城市大豐區西團鎮眾心村五組

拋丸機漏丸常見一些原因有:1,噴砂機廠出口處,漏丸比較經常,多是工件形狀的原因,會帶出一些鋼丸,拋丸完成下掛后,部分鋼丸漏到地面,部分鋼丸可能還在工件上,不清掃的話,會隨著工件,流到下一個工序;2,噴砂機廠是屬于自殘性設備,工作的同時,自身也會受到一定的損傷,隨著使用一定的年限,拋丸機的密封性會下降,在門縫下方、門軸位置下方,甚至緊固件下方,等等,不清掃的話,會看到鋼丸越積越多;3,拋丸機拋丸室頂部,由于電動葫蘆鋼絲繩需要通過,沒有進行完全密封,鋼丸拋打到工件表面,會反彈,彈射軌跡具有不確定性,可能有少部分鋼丸飛出。

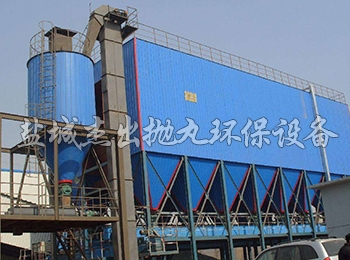
路面噴砂機廠為了提高產品質量及設備精度,全部材料下料全部采用電腦激光切割,效率提高的同時對于對于產品質量有了很大的提高,路面噴砂機廠技術引進國外進口技術,結合本公司多年生產經驗研發而成,下料的精密程度嚴重影響著路面拋丸機的生產質量,和產品性能。 路面拋丸機的特 點:1、整個機械系統由拋丸部分、回丸室、分離裝置、驅動裝置等幾個簡單機構組成;2、法國進口施耐德控制系統,參數可調,通過面板調整行走速度和通過軟軸控制器靈活控制供丸量,達到理想的清理效果;3、操作靈活,可前進、后退和轉彎,可連續工作,大平面的任何部分均可獲得均勻一致的清理質量;4、磨料和粉塵自動回收處理,不污染環境;5、施工效率高,一次拋丸清理有效寬度達500mm以上。

(1)噴砂機廠噴砂設備在噴砂時噴槍行走速度不穩定。噴槍的行走速度較慢時與行走速度較快時,在單位時間之內兩者噴出的砂是相同的,但砂的分布面積前者較小,而后較大,由于同樣多的砂子分布在不同面積表面,必然會出現稠密不- -的現象。(2)噴砂機廠在運行過程中氣壓不穩定。當-空氣壓縮機用于多個噴槍時,氣壓較難穩定,氣壓高時吸入與噴出的砂子多,氣壓低時則相反,即砂子的吸入量與噴出量就少。砂子噴出量多,噴出的砂面必然會顯得稠密,而砂子噴出量少時,砂面必然會稀疏。(3)噴槍口距制件表面近遠相差過:大。噴槍槍口離制件表面近時,噴的范圍雖小,但比較集中,顯得稠密。噴槍槍口離制件表面遠時,噴出的砂雖仍是那么多,但所噴的面積擴大了,這時會顯得稀疏。
1、噴砂機廠主機就位:主機在就位時其水平度、重量度必須達到圖紙要求。 2、分部件安裝應由下至上進行3、道軌式或懸鏈式、輥道式都應由設備內致外圍。 4、在試車時應先部分預試,正常后再全部運轉拋丸機的使用技巧: 1、在拋丸清理過程中應盡量在拋射區內多放工件,這樣既可提高清理效率又可降低護板的磨損,增長其使用壽命。 2、噴砂機廠在工件無法增加的情況下,應調整定向套,使拋射的鋼丸盡最多量的拋射在工件上,這樣也可增加護板壽命,降低其磨損。 3、如下:①除塵系統應調整支管各處閘門,使其風力分配合理,可增強除塵效果。 ②除塵器應保證定期清灰