服務熱線:
15295369462

電 話:15295369462
手 機:18021899448
郵 編:224125
網 址:www.qixuntuozhan.com
地 址:江蘇鹽城市大豐區西團鎮眾心村五組

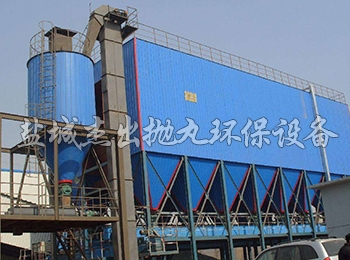
1.噴砂房廠家采用內壁專用拋丸器,拋丸量大、拋丸效率高、葉片更換便捷、維系方便。液壓馬達驅動,彈丸拋射速度可在75~85米/秒范圍內調節2.采用BE型滿幕簾流幕式丸渣分離器,大大提高了分離質量、分離效率及彈丸質量,減少了對拋丸器葉片的磨損3.采用扶正器結構,以確保拋射機構在工件內行走自如4.采用雙密封室結構,確保彈丸,粉塵的密封以及彈丸的循環回收5.噴砂房廠家該機拋丸器的行走速度可通過變頻器無極調速。6.整機采用PLC控制,彈丸循環系統各運動部件均設有轉速檢測裝置,可有效防止堵料現象的發生,自動化程度高。

1.凡是本機操作人員必須對本說明書以及本機的工作原理性能及操作方法、潤滑等方面有全面的了解,方能進行操作;2.噴砂房廠家將彈丸(200kg)陸續加入室體內,然后放入工件,關閉加料門,準備開車;3.啟動除塵器風機;4.依次按鈕啟動:提升機、拋丸器、供丸閘門,開始清理工作。清理完畢后,依次按鈕關閉:供丸閘門、拋丸器、提升機、除塵器風機,再啟動振打電機清灰,到一定時間后振打停止;5.噴砂房廠家拋丸機完全停止后,打開加料門,將工裝及工件吊出。6.遇有緊急情況,可按急停按鈕,機器立即全部停止工作;7.全部工作完畢后,應及時關閉除塵器;8.在通風除塵系統中,裝有兩個蝶閥,根據情況調整兩蝶閥,可得到良好的分離效果;9.拋丸機定向套的調整:在使用過程中因定向套磨損使彈丸擴散角增大,導致拋丸機和清理室的其他護板磨損加快。因此,定向套的磨損超過10毫米時,應更換新的定向套(開口方向與水平方線夾角為45°)。

噴砂房廠家清理機所用的提升機一般為垂直式皮帶傳動的斗式提升機,主要用于將砂丸提升到一定高度供拋丸清理機使用。因其設計方法、造型類同,用傳統的設計方法,重復勞動量大,設計效率低,設計周期長;制造安裝過程中,對工人的技術制造裝配水平較高,機罩為結構焊接件,不易掌握其裝配,導致裝配時造成誤差需要返工,推遲產品的交貨周期,造成巨大的經濟損失。當然拋丸清理機在后期使用不當也會發生磨損,甚至斷裂。噴砂房廠家清理機提升機發生磨損斷裂的常見原因有如下:1、減速機直接拉斷2、提升斗螺絲松開掉下來卡住3、提升滾輪磨損而斷4、鋼丸過多,卡主絞龍或者下提升滾輪5、絞龍卡住6、提升帶松弛而出現磨損

噴砂房廠家采用輥道輸送工件,減少了對工件的碰撞、損傷現象, 降低了機器的噪聲;該機采用Q034型懸臂離心式拋丸器,具有使用壽命長、結構簡單、故障率低等特點;采用風選式分離器,噴砂房廠家具有良好的分離效果和較高的生產率,對提高葉片壽命有積極的作用;采用布袋式除塵器,粉塵排放濃度低于國家的標準,改善了工人的勞動環境;采用通過式拋丸機結構連續工作不受清理時間和裝卸工件的影響,進一步降低了工人的勞動強度。拋丸清理方法現在仍然是*上*經濟和*可靠的清理方法。拋丸清理技術跟其它清理技術相比具有下述優點:提高機械產品和金屬構件的抗疲勞性能;消除應力集中;延長其使用壽命;優化工件的表面工藝狀態;提高清理效率;減輕清理工作的勞動強度;減輕環境污染
1、噴砂房廠家主機就位:主機在就位時其水平度、重量度必須達到圖紙要求。 2、分部件安裝應由下至上進行3、道軌式或懸鏈式、輥道式都應由設備內致外圍。 4、在試車時應先部分預試,正常后再全部運轉拋丸機的使用技巧: 1、在拋丸清理過程中應盡量在拋射區內多放工件,這樣既可提高清理效率又可降低護板的磨損,增長其使用壽命。 2、噴砂房廠家在工件無法增加的情況下,應調整定向套,使拋射的鋼丸盡最多量的拋射在工件上,這樣也可增加護板壽命,降低其磨損。 3、如下:①除塵系統應調整支管各處閘門,使其風力分配合理,可增強除塵效果。 ②除塵器應保證定期清灰