服務熱線:
15295369462

電 話:15295369462
手 機:18021899448
郵 編:224125
網 址:www.qixuntuozhan.com
地 址:江蘇鹽城市大豐區西團鎮眾心村五組
1.工件表面的清理:可用作對金屬的銹蝕層、熱處理件表面的殘鹽和氧化層、軋制件表面的氧化層鍛造件表面的氧化層、焊接件表面的氧化層、鑄件表面的型砂及氧化層、機加件表面的殘留污物和微小毛剌、舊機件表面等進行處理,以去除表面附著層, 顯露基體本色表面清理質量可達到Sa3級。2.工件表面涂覆前的預處理:噴砂房廠可用作各種電鍍工藝、刷鍍工藝、噴涂工藝和粘接工藝的前處理工序,以獲得活性表面,提高鍍層、涂層和粘接件之間的附著力。3.改變工件的物理機械性能:可以改變工件表面應力狀態,改善配合偶件的潤滑條件,降低偶件運動過程中的噪音。可使工件表面硬化,提高零件的耐磨性和抗疲勞強度。4.工件表面的光飾加工:可以改變工件表面粗糙度Ra值。噴砂房廠可以產生亞光或漫反射的工件表面,以達到光飾加工的目的。

說起噴砂房廠的工作原理我們首先得說一下這個機械的組成。這款機械包括漏斗、輸送管道、旋轉電機、金屬丸和工作室。一般情況下拋丸機都是有這幾部分組成的。噴砂房廠是以電動機械拋光器為動力的。這一點是很重要的,這就是它的動力非常的足。從他的跑完其中會噴射出具有非常高的速度的彈丸,談們的速度是非常的大的,一般可以超過每秒鐘一百米的速度。在這樣的一個高速度下,它的覆蓋面積是非常的廣的,所以不需要利用氣壓來輔助。拋丸機的核心部位就是葉輪了。這個通常情況下是由馬達來驅動的。并且每個廠家生產的是有所差異的。但是總的來說是分成單碟和雙碟兩種的。

噴砂房廠拋丸工藝與噴砂工藝的根本區別是拋射,而不是噴射,拋射的不是砂,而是鋼丸。鋼丸直徑遠大于噴砂直徑。他的原理是根據具體要求將不同粒徑的鋼丸高速射到板材表面,沖擊力巨大的鋼丸迅速把板材板材表面剝蝕成立體感很強的表層。用這種方法加工出來的產品,不但質量穩定,外表美觀沒有盲區,而且加工速度快,成本低。在歐美發達國家,拋丸處理是一種早已開始應用的拋丸表面處理方法。世界上第一臺拋丸設備誕生于100年前,開始是在各種金屬金屬或非金屬表面去除雜質氧化皮,增加粗糙度等方面得到應用。隨著世界上第一臺水平移動式拋丸設備在美國佰萊泰克(BLASTRAC)誕生,噴砂房廠其應用領域迅速擴展到混凝土表面涂裝處理和船舶甲板金屬表面處理上,并且直接引導了該行業的標準制訂和行業施工方法的規范.

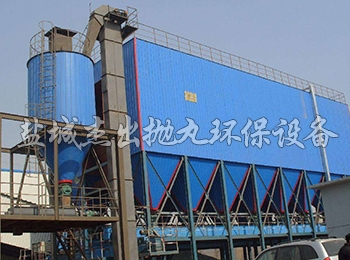
噴砂房廠的結構組成主要包括主機結構,高速電機與拋射輪,必備附屬系統等。主機結構主要包括投料系統,循環系統,溫控系統,以及電子控制系統。式彈丸噴射式冷凍噴砂機必須采用高性能的電機部件,以保證可以帶動拋射輪以最高7200轉/分鐘的轉速將彈丸拋射出,以擊打掉制品毛邊。在高速運轉下,拋射輪的動平衡誤差不能高于3mm,否則會造成電機因負荷運轉而導致壽命大幅度減少。必備附屬系統保障了噴砂機的高效率,低成本,高品質,環保等性質。噴砂房廠有可去除結構復雜,不損傷制。品表面,占地少,降低模具使用成本及膠料成本,節能環保等特點。噴砂機,為我們提供高質量,安全性高的優質噴砂機。

1、噴砂房廠主機就位:主機在就位時其水平度、重量度必須達到圖紙要求。 2、分部件安裝應由下至上進行3、道軌式或懸鏈式、輥道式都應由設備內致外圍。 4、在試車時應先部分預試,正常后再全部運轉拋丸機的使用技巧: 1、在拋丸清理過程中應盡量在拋射區內多放工件,這樣既可提高清理效率又可降低護板的磨損,增長其使用壽命。 2、噴砂房廠在工件無法增加的情況下,應調整定向套,使拋射的鋼丸盡最多量的拋射在工件上,這樣也可增加護板壽命,降低其磨損。 3、如下:①除塵系統應調整支管各處閘門,使其風力分配合理,可增強除塵效果。 ②除塵器應保證定期清灰

噴砂房廠適合用于小型鑄件、鍛件、沖壓件、齒輪、彈簧等件的清砂、除銹、去除氧化皮和表面強化,特別適用于不怕碰撞的零件的清理及強化。應用范圍廣,主要有鑄造廠、自行車零件廠、汽車配件廠、摩托車配件廠、色金屬壓鑄件廠等凡各種金屬鑄件表面粘砂清理、色金屬零件的表面除銹、沖壓件表面和毛邊的倒鈍、鍛件和毛刺熱處理工件的表面處理以及彈簧表面氧化皮清除和表面的粒細化等均可通過該系列設備的拋丸強化工藝來實現。經拋丸處理后的工件可獲得很好的材料本色,也可成為金屬零件表面發黑、發藍、鈍化等工藝的前道工序,同時又可為電鍍、油漆涂飾提供良好的基面。噴砂房廠拋丸處理后可減少拉應力,同時使表面晶粒細化,從而使工件表面強化,增加其使用壽命。